
Величина потока
Настройка правильной величины потока экструзии (flow) для конкретного пластика
Обратите внимание! Полученный результат будет верен для конкретных пластика (возможно, даже для конкретной партии или катушки пластика), 3D-принтера и установленного на хотэнде принтера сопла. Иными словами, универсальный результат невозможен. Предполагается, что ранее уже были подобраны температуры для хотэнда и стола принтера, необходимые для печати имеющимся пластиком.
Тестовая модель
Для настройки потока требуется напечатать калибровочный куб с размерами 25х25 мм.
Скачайте модель калибровочного куба и откройте её в слайсере.
Настройка слайсера
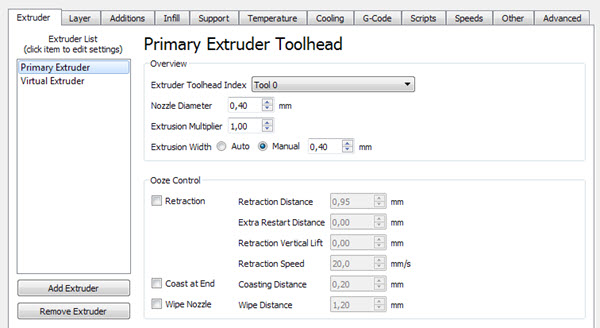
Пример настроек слайсера Симплифай3Д (показан для иллюстрации).
Температура стола и хотэнда
Температуру стола и хотенда используйте те, которые уже подобрали для пластика, для которого собираетесь настроить поток.
Остальные настройки слайсера
- Величина потока: 100%
- Ширина экструзии: 0,4 мм (или используемая вами с вашим соплом)
- Отключены все дополнительные настройки для потока, а так же ретракты (см. изображение выше).
- Высота слоя: 0,2 мм (или используемая вами с вашим соплом)
- Дно модели: 2 слоя
- Стенка модели: 1 периметр
- Заполнение: 0% (отсутствует)
- Крышка модели: 0 слоёв (отсутствует)
- Кайма (брим): на ваше усмотрение
- Скорость печати: используемая вами с данным пластиком
- Интенсивность обдува: используемая вами с данным пластиком
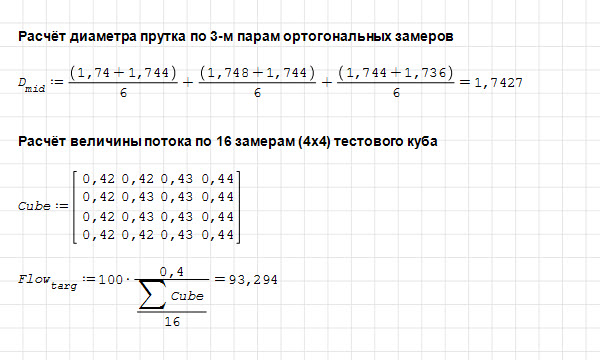
- Точный диаметр используемого прутка пластика (сделать три замера и рассчитать средее значение)
Печать калибровочного куба
После настройки слайсера «нарежьте» в нём модель калибровочного куба.
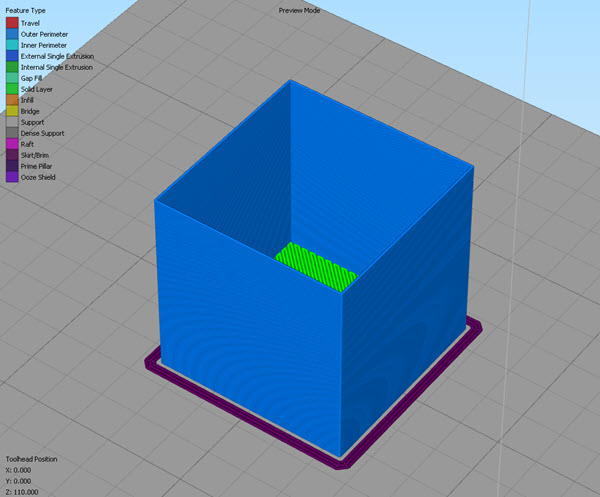
Нарезанную модель куба напечатайте на своём принтере и снимите со стола после его остывания.
Обмеры калибровочного куба
Для измерения толщины стенок калибровочного куба понадобится штангенциркуль и бумага с ручкой для записи данных и расчётов.

Толщина каждой из стенок куба измеряется в 4-х точках, всего получается 16 значений.
Расчёт величины потока
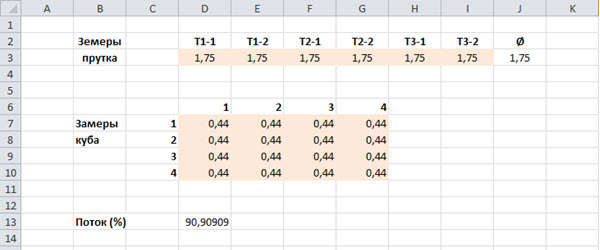
Полученные при замерах значения необходимо сложить между собой, затем разделить полученный результат на 16. Это будет средняя толщина стенки куба. Далее по формуле рассчитывается величина потока, необходимая для получения стенки требуемой толщины (0,4 мм для данного примера):
ПОТОК = (100 * ШИРИНА ЭКСТРУЗИИ) / СРЕДНЯЯ ТОЛЩИНА СТЕНКИ
Желающие могут использовать для этих расчётов свой компьютер. Подготовлены, выложены и доступны для загрузки два варианта таких расчётов:
- в электронной таблице для Excel (она же может быть легко использована с таблицами бесплатных офисных пакетов)
- в программе Smath Solwer, для которой выложен файл-решение
Примеры расчёта потока
В электронной таблице
В программе Smath Studio
Округление и уточнение результатов
Блогер-ютубер Дмитрий Соркин советует округлять полученное значение потока в меньшую сторону. На мой взгляд, округлять это значение можно просто до ближайшего целого, то есть в меньшую сторону, если число после запятой меньше 0,5 или в большую сторону, если оно равно 0,5 или больше.
В дальнейшем может потребоваться поправка полученного значения в пределах ±2% по результатам практической печати. Дело в том, что в разных слайсерах используются отличающиеся расчётные модели экструдирования.
Поправки для разных слайсеров
Вы можете сообщить мне, какая поправка к расчётному потоку понадобилась для вашего слайсера, чтобы я добавил её в эту таблицу.
| Слайсер | Поправка |
|---|---|
| Simplify3D v4.1.2 | +1..2% |
Поблагода₽ить за помощь
Если эта заметка оказалась для вас полезна, вы можете отблагодарить меня за проделанную для вас работу любой суммой на своё усмотрение, перейдя по данной ссылке.